Les différences entre Kanban et Conwip
Le Kanban est un système de pilotage à présent bien connu, déployé initialement par Toyota au Japon.
Le Conwip a été théorisé plus récemment, dans les années 1990, par le MIT aux Etats Unis.
Ces deux systèmes ont en commun de piloter visuellement la production directement en atelier, au plus près du flux de fabrication. Ils ont cependant des différences notables.
Les differences entre méthode kanban et méthodeConWip
Pilotage en kanban
En Kanban, la fabrication est déclenchée par la consommation des pièces dans une zone de stockage. Les étiquettes sont alors séparées des pièces et renvoyées en amont du flux. Elles servent de signal pour remplacer dans la zone de stockage les pièces qui ont été consommées par le client en aval.

Dans l’exemple qui suit, nous avons une seule boucle kanban qui pilote 3 opérations successives de fabrication. Nous pourrions également piloter cet atelier avec 3 boucles Kanban successives, une par opération de fabrication.
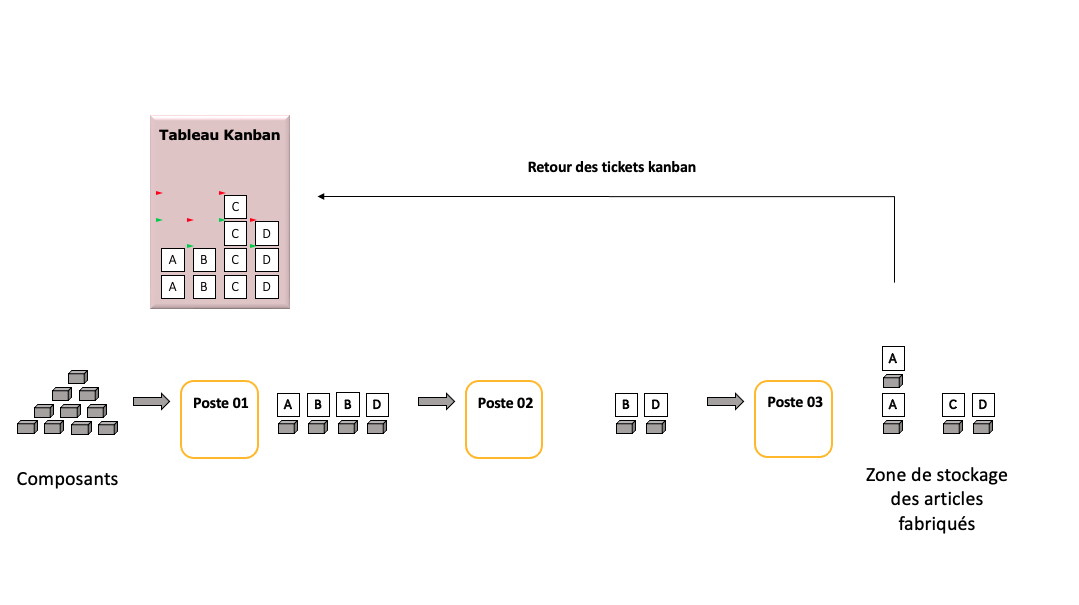
Fonctionnement du kanban
Pilotage en Conwip
Pour piloter un atelier en Conwip, on utilise des tickets génériques. Ces tickets sont associés à un Ordre de Fabrication lorsque la fabrication débute. Le nombre de tickets Conwip en circulation est constant. Quand il n’y plus de ticket Conwip disponible, il est interdit de pousser un nouvel OF en atelier. En sortie de fabrication, le ticket Conwip est libéré juste avant que l’OF entre en stock (à la différence du Kanban pour lequel le ticket est libéré lorsque les pièces de l’OF ressortent du stock).
Tableau Conwip papier chez l’un de nos clients
Le schéma suivant montre une boucle Conwip à 3 postes de travail. L’en-cours est constant, et sa répartition par poste est monitorée par des jauges de couleur afin de visualiser en temps réel les éventuels goulets flottants.
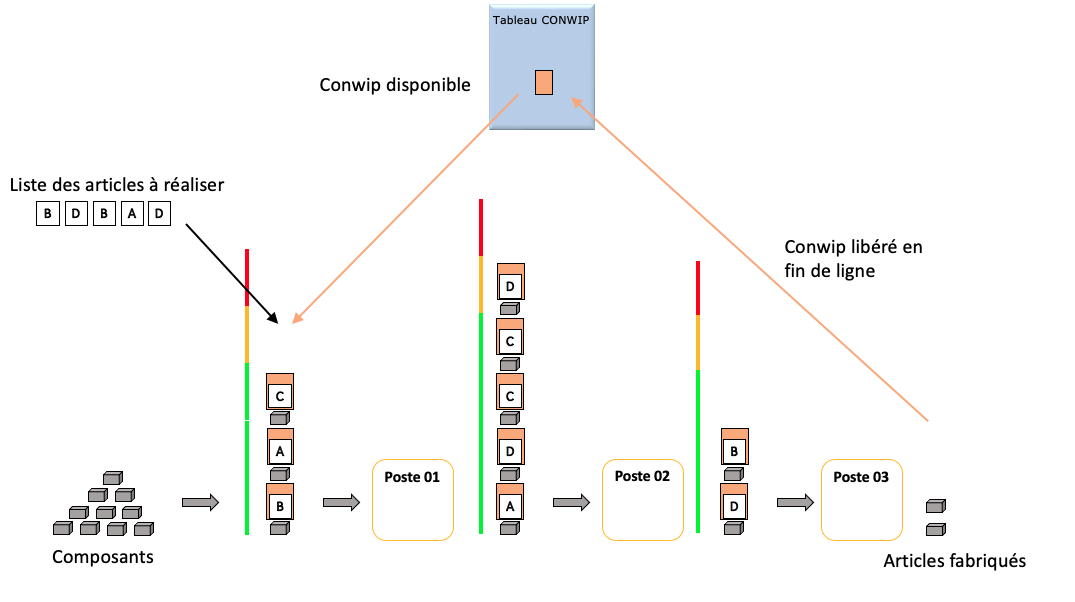
Fonctionnement du Conwip
Les principales différences entre Kanban et Conwip
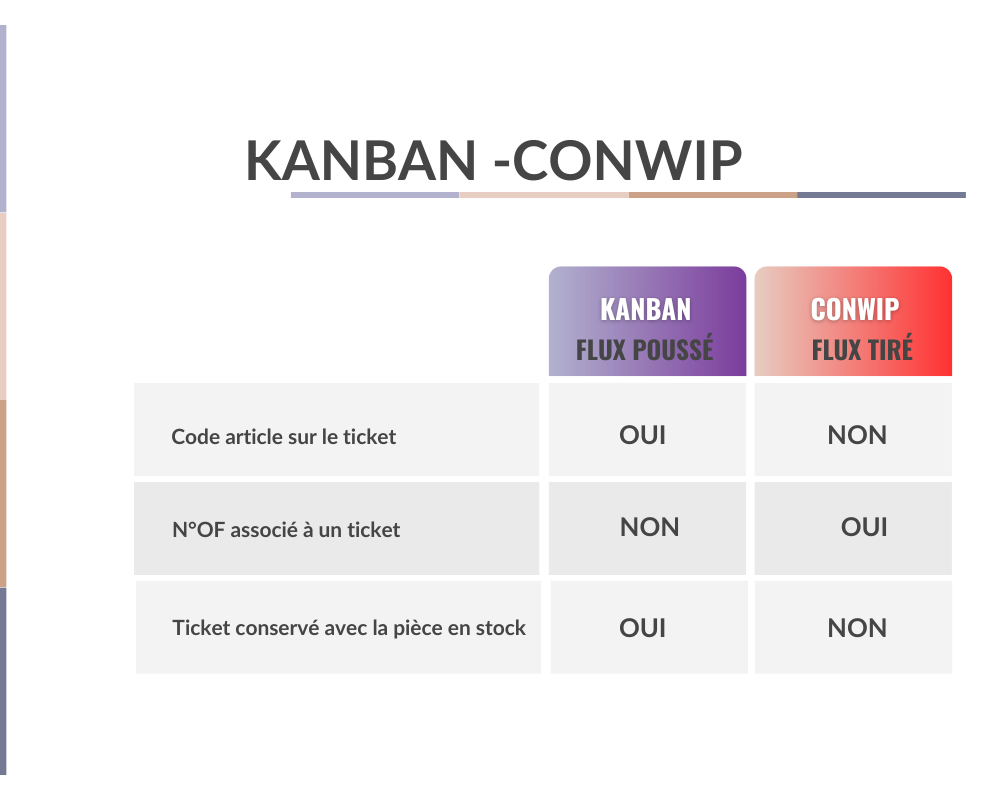
Kanban VS Conwip
En kanban, le code article de la pièce à fabriquer est inscrit en dur sur le ticket. C’est ce qui permet de savoir quelle référence fabriquer.
En Conwip, le ticket est neutre : il ne porte pas de numéro d’article. C’est au moment de l’association avec un Ordre de Fabrication particulier que l’on sait quelle référence fabriquer. Le ticket Conwip n’est donc que temporairement associé à un code article.
Enfin, une autre différence majeure est que le ticket Kanban est conservé avec les pièces lorsqu’elles entrent en zone de stockage : le Kanban est libéré et renvoyé sur le tableau seulement au moment où les pièces sortent de stock. En Conwip, le ticket est libéré juste avant que les pièces n’entrent en zone de stockage.
Cette dernière différence est très importante : on voit en effet que le Kanban limite le niveau dans la zone de stockage. Mais il ne limite pas complètement l’en-cours. En effet, si tous les tickets kanban sont consommés simultanément par le client aval, cela crée une grosse affluence de pièces dans l’atelier, seulement limitée par la somme de tous les tickets Kanban. Il faut donc que la demande soit lissée pour que le Kanban fonctionne bien.
Le Conwip ne limite pas le niveau dans la zone de stockage, mais il limite très efficacement l’en-cours en atelier, et donc le délai moyen de traversée des pièces fabriquées. Il améliore ainsi le respect des OTD (On Time Delivery).
Pour conclure
Kanban et Conwip ne s’appliquent pas aux mêmes zones dans un atelier de fabrication. Le Kanban pilote les stocks et le Conwip limite les en-cours. Pour le choix de l’utilisation d’une méthode ou de l’autre, je vous renvoie à l’article « Kanban ou Conwip, peut-on vraiment choisir ? »
Rédigé par Patrick BURLAT – CEO WIPSIM
WIPSIM
Cet article vous a intéressé ?
Pour plus d’informations ou pour discuter de ce thème adapté à votre contexte, contactez-nous !
Pour en savoir plus sur le Conwip et les retours d’expérience, n’hésitez pas à parcourir le site www.conwip.com.
Vous souhaitez en apprendre plus sur les solutions WIPSIM ?
Contactez nos experts pour plus d’informations ou une démonstration

