 https://www.wipsim.fr/wp-content/uploads/2024/07/Les-differences-entre-methode-kanban-et-methode-ConWip-2-1.png
480
800
Hedi Bouallegue
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Hedi Bouallegue2024-07-18 14:13:022024-07-26 09:24:45Quelles différences entre Kanban et Conwip ?
https://www.wipsim.fr/wp-content/uploads/2024/07/Les-differences-entre-methode-kanban-et-methode-ConWip-2-1.png
480
800
Hedi Bouallegue
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Hedi Bouallegue2024-07-18 14:13:022024-07-26 09:24:45Quelles différences entre Kanban et Conwip ? https://www.wipsim.fr/wp-content/uploads/2024/07/Tension-des-flux.png
480
800
Hedi Bouallegue
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Hedi Bouallegue2024-07-02 16:33:142024-09-10 17:49:11Pourquoi et comment tendre les flux ?
https://www.wipsim.fr/wp-content/uploads/2024/07/Tension-des-flux.png
480
800
Hedi Bouallegue
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Hedi Bouallegue2024-07-02 16:33:142024-09-10 17:49:11Pourquoi et comment tendre les flux ? https://www.wipsim.fr/wp-content/uploads/2024/04/POLCA-CONWIP-piloter-ses-ressources-partagees.png
480
800
Hedi Bouallegue
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Hedi Bouallegue2024-04-29 15:51:132024-07-18 14:49:35Piloter ses ressources partagées – Quand CONWIP et POLCA mènent la danse
https://www.wipsim.fr/wp-content/uploads/2024/04/POLCA-CONWIP-piloter-ses-ressources-partagees.png
480
800
Hedi Bouallegue
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Hedi Bouallegue2024-04-29 15:51:132024-07-18 14:49:35Piloter ses ressources partagées – Quand CONWIP et POLCA mènent la danse https://www.wipsim.fr/wp-content/uploads/2023/06/locomotive-g3a05a3c0b_1280.jpg
853
1280
Hedi Bouallegue
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Hedi Bouallegue2023-06-02 11:06:412025-01-20 15:41:15Pourquoi faire de la simulation de production ?
https://www.wipsim.fr/wp-content/uploads/2023/06/locomotive-g3a05a3c0b_1280.jpg
853
1280
Hedi Bouallegue
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Hedi Bouallegue2023-06-02 11:06:412025-01-20 15:41:15Pourquoi faire de la simulation de production ? toyota-global.com
https://www.wipsim.fr/wp-content/uploads/2023/04/l02_01_04_04_img01.jpg
474
720
Patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Patrick2023-04-25 09:28:102023-05-26 09:03:00Les différences entre Kanban et Kanban d’emplacement
toyota-global.com
https://www.wipsim.fr/wp-content/uploads/2023/04/l02_01_04_04_img01.jpg
474
720
Patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Patrick2023-04-25 09:28:102023-05-26 09:03:00Les différences entre Kanban et Kanban d’emplacement https://www.wipsim.fr/wp-content/uploads/2023/03/Wipsim_time-495x333-1.jpg
400
495
Patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Patrick2023-03-03 17:55:172023-05-26 09:05:12Les bénéfices d’une réduction des encours
https://www.wipsim.fr/wp-content/uploads/2023/03/Wipsim_time-495x333-1.jpg
400
495
Patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
Patrick2023-03-03 17:55:172023-05-26 09:05:12Les bénéfices d’une réduction des encours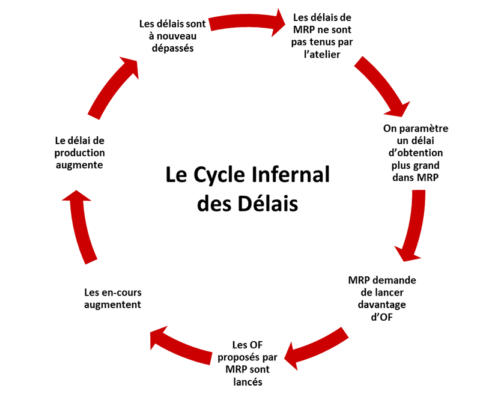 https://www.wipsim.fr/wp-content/uploads/2023/01/cycle-infernal-des-delais.png
666
1024
patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
patrick2023-01-05 10:07:552025-01-22 10:00:17Comment éviter le Cycle Infernal des Délais ?
https://www.wipsim.fr/wp-content/uploads/2023/01/cycle-infernal-des-delais.png
666
1024
patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
patrick2023-01-05 10:07:552025-01-22 10:00:17Comment éviter le Cycle Infernal des Délais ? https://www.wipsim.fr/wp-content/uploads/2023/02/lelean.jpg
400
495
patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
patrick2022-10-28 09:58:112025-01-22 09:52:225 bonnes raisons d’associer LEAN et Digitalisation 4.0
https://www.wipsim.fr/wp-content/uploads/2023/02/lelean.jpg
400
495
patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
patrick2022-10-28 09:58:112025-01-22 09:52:225 bonnes raisons d’associer LEAN et Digitalisation 4.0 https://www.wipsim.fr/wp-content/uploads/2023/01/WIPSIM_TN_planning_atelier.jpg
500
1200
patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
patrick2022-09-20 15:38:032025-01-22 09:39:10Pourquoi tenir un planning d’atelier est inefficace ?
https://www.wipsim.fr/wp-content/uploads/2023/01/WIPSIM_TN_planning_atelier.jpg
500
1200
patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
patrick2022-09-20 15:38:032025-01-22 09:39:10Pourquoi tenir un planning d’atelier est inefficace ? https://www.wipsim.fr/wp-content/uploads/2023/03/Repair-Conwip.jpg
565
848
patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
patrick2022-08-28 09:16:042023-05-26 09:22:17Pourquoi mettre du Conwip en réparation ?
https://www.wipsim.fr/wp-content/uploads/2023/03/Repair-Conwip.jpg
565
848
patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
patrick2022-08-28 09:16:042023-05-26 09:22:17Pourquoi mettre du Conwip en réparation ?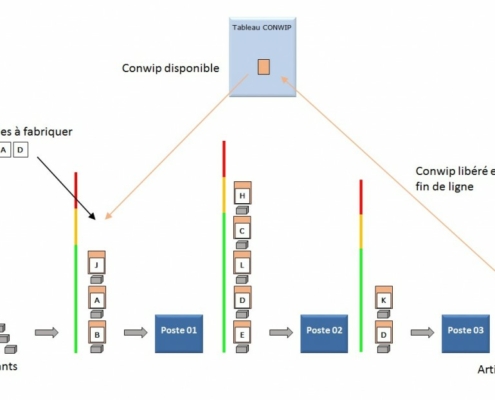 https://www.wipsim.fr/wp-content/uploads/2023/02/conwip-12-references-1024x622-1.jpg
622
1024
patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
patrick2022-07-28 09:03:182023-05-26 09:23:48Kanban ou Conwip, peut-on vraiment choisir ?
https://www.wipsim.fr/wp-content/uploads/2023/02/conwip-12-references-1024x622-1.jpg
622
1024
patrick
https://www.wipsim.fr/wp-content/uploads/2023/03/WIPSIM_logo-1.svg
patrick2022-07-28 09:03:182023-05-26 09:23:48Kanban ou Conwip, peut-on vraiment choisir ?